We recently commissioned a saw guide system for a customer and ran into some old school thinking…. The main reasons mills are trying to reduce water consumption in the saw guide systems are: To reduce the moisture content of the sawdust being supplied as fuel in continuous dry kilns. To reduce the moisture so freezing in cold weather doesn’t happen. To reduce overall water being consumed because it’s an expense.
In it’s simplest form, a saw guide system has two functions:
- To cool the saws with water
- To provide oil lubrication between the saws and the guides
Friction is the cause of the heat, either between the saws and the wood, or the saws and the guides.
Water has been the main medium to remove heat for generations and it has been applied in huge volumes in the past. Water has always been the “go-to” to solve any problems. That doesn’t work anymore. If you are trying to remove water, you can’t keep adding it to solve your problems, you have to try a different tact.
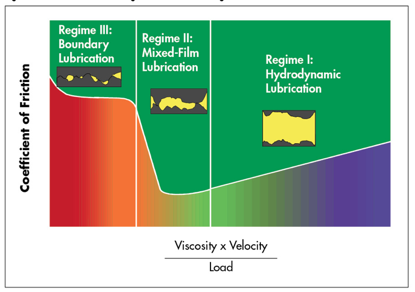
Stribeck’s Curve is a staple in the lubrication business. It helps to determine which viscosity of oil to use, explains why the faster you go, the thinner the oil has to be, and other very helpful information. In any application where lubrication is required, water is absolutely forbidden because it does not support a film to provide metal-to-metal separation; it causes micro-explosions under extreme pressure and becomes abrasive. If you are mixing water and oil, you could have a bad situation and you haven’t even started cutting anything yet. The heat that is developed either by the friction of the saws running in the guides, or cutting, has to be removed, or the saws dish, and the guides get so hot they melt. In this application there is no way around the fact that you need the water and the oil to live together happily.
One of our customers had us set up one of our systems to reduce the water because of the freezing and water costs. We started up the system, which is running 3 saws and, cants at 620 feet per minute. It was set up to run 0.6 GPM of water and 0.3 GPH of oil in idle. Once it was cutting it jumped to 1.1 GPM of water and 0.5 GPH of oil and they ran all night without any issues.
In the morning the filers said there was too much oil on the saws and took it upon themself to turn the oil down. Not even half an hour later they burnt up a set of saws and guides. The next set lasted 45 minutes…
They ended up turning the water way up to provide more cooling and that set lasted about 3 hours, then they turned the oil up. When I got back into the mill, the system was running at 1 GPM of water and 0.45 GPH of oil in idle and 1.8 GPM of water and 0.6 GPH of oil in the cut, ultimately using more oil and water to get the same results.
My point is that filers have to start thinking differently. Water may cool, but adding slightly more oil than what you may have been used to will provide better lubrication, lower the coefficient of friction and actually prevent some of the heat from being developed in the first place. Throwing to much water at the saws isn’t always the answer; it may only be masking some of the problems that you don’t see.
Author: Udo Jahn